


Podporované technologie
Autogen
Plně automatizované řezání autogenem.
Plazma
Řezání a značení plazmou, „navrtávání“ plazmou.
Vodní paprsek
Řezání a značení vysokotlakým vodním paprskem.
Laser
Řezání a značení laserem.
Vrtání
Předvrtání otvorů vrtačkou.
Značení a popisování
Značení pneumatickým děrovačem (texty) či inkoustovou
tiskovou hlavou (texty, čárové kódy, …).
Vrtání, závitování a frézování
Řízení vřetena s výměníkem nástrojů. S využitím vestavných cyklů je možné jednoduše provádět vrtání otvorů, závitování a srážení hran otvorů. Při využití CAM softwaru je pak možné plnohodnotné frézování a další operace.
Základní vlastnosti
- Přizpůsobitelnost a škálovatelnost
- Libovolná kombinace technologií a přídavných zařízení na jednom stroji.
- Až 8 samostatných supportů s libovolnou kombinací technologií (např. plazma + 3 x autogen nebo
plazma + vodní paprsek). - Kombinace více technologií na jednom suportu (např. plazma a autogen).
- Nezávislé polohování až 6 suportů v ose X/Y. Umožňuje současné řezání několika stejných dílů, řezání zrcadlových kontur a podobně.
- Univerzálnost
- Bez vazby na proprietární technologie. Možnost připojení servopohonů, modulů vstupů a výstupů,
plazmových zdrojů, vysokotlakých vodních čerpadel, modulů pro řízení výšky atd. od různých výrobců. - Databáze řezných parametrů s možností úprav na stroji. Snadná příprava databází na počítači
v programu Microsoft Excel.
- Bez vazby na proprietární technologie. Možnost připojení servopohonů, modulů vstupů a výstupů,
- Pokročilé možnosti řezání
- Úkosové řezání autogenem, plazmou, vodním paprskem i laserem. Připraveno pro nejpoužívanější
geometrie 3D hlav. - Řezání trubek a obdélníkových profilů (jeklů) s možností programování rozvinu.
- Řezání prakticky libovolného polotovaru s využitím přímého programování všech os.
- Úkosové řezání autogenem, plazmou, vodním paprskem i laserem. Připraveno pro nejpoužívanější
- Snadná obsluha, pokročilé funkce
- Možnost pokračování v přerušeném programu.
- Pohyb po kontuře vpřed / vzad.
- Ruční nebo automatické ustavení polotovaru (natočení, posunutí, velikost, …) s možností uložení.
- Snadná volba počátečního bodu.
- Rychlé dílenské programování pomocí dialogového zadávání.
- Integrace do firemního prostředí
- Sledování parametrů zakázky (celkový čas, délka řezu, počet propalů, …).
- Podrobné statistiky používání stroje – sledování pracovního času stroje, pracovního času, délku řezu a počtu průstřelů jednotlivých technologií a suportů.
- Automatické nebo manuální generování protokolů o využití stroje.
- Podpora OPC-UA.
- Odhad doby řezání před započetím práce.
- Možnost provozovat software v simulačním režimu na běžném PC – snadné školení a testování.
- Zlepšení přesnosti stroje
- Kompenzace vůlí stroje.
- Nelineární korekce – korekce nelinearity os, sklonu, prohnutí a podobně.
- Korekce tolerancí 3D hlavy.
- Údržba a řešení problémů
- Monitorování opotřebení spotřebních dílů.
- Vzdálená podpora a diagnostika.
- Záznam chyb a událostí pro účely diagnostiky.
- Servisní plán – upozorní v okamžiku, kdy je potřeba provést výměnu dílu, údržbu či pravidelný servis.
Operátorský panel
Operátorský panel je uzpůsoben pro rychlé a intuitivní ovládání. Je vybavený multi-dotykovým displejem, díky kterému jsou všechny funkce řídicího systému snadno dostupné. Zároveň nabízí značnou flexibilitu, protože umožňuje zobrazení jen těch ovládacích prvků, které jsou potřeba na daném stroji. Pro ovládání pohybů stroje jsou vyhrazena fyzická tlačítka pod displejem. Díky hmatové odezvě umožňují snazší ovládání stroje. Část fyzických tlačítek je určena rovněž pro ovládání nejpoužívanějších funkcí stroje.
 Panel řídicího systému
Panel řídicího systému
- Více-dotykový displej.
- Dvojitý USB konektor pro připojení flash paměti, klávesnice či jiné periferie.
- Tlačítka pro ovládání suportů a nejpoužívanějších funkcí řídicího systému. Uspořádání lze přizpůsobit konkrétní řadě strojů.
- Tlačítka pro ovládání pohybů.
- Potenciometry pro úpravu rychlosti oproti programované, popř. dalších technologických parametrů (např. výška řezání).
- Tlačítka Start a Stop.
Uživatelské rozhraní
Uživatelské rozhraní je plně přizpůsobeno dotykovému ovládání. Přímo na hlavní obrazovce intuitivním způsobem zobrazuje stav stroje a dalších připojených zařízení a informace o prováděném programu, zároveň jsou zde snadno přístupné nejpoužívanější funkce.
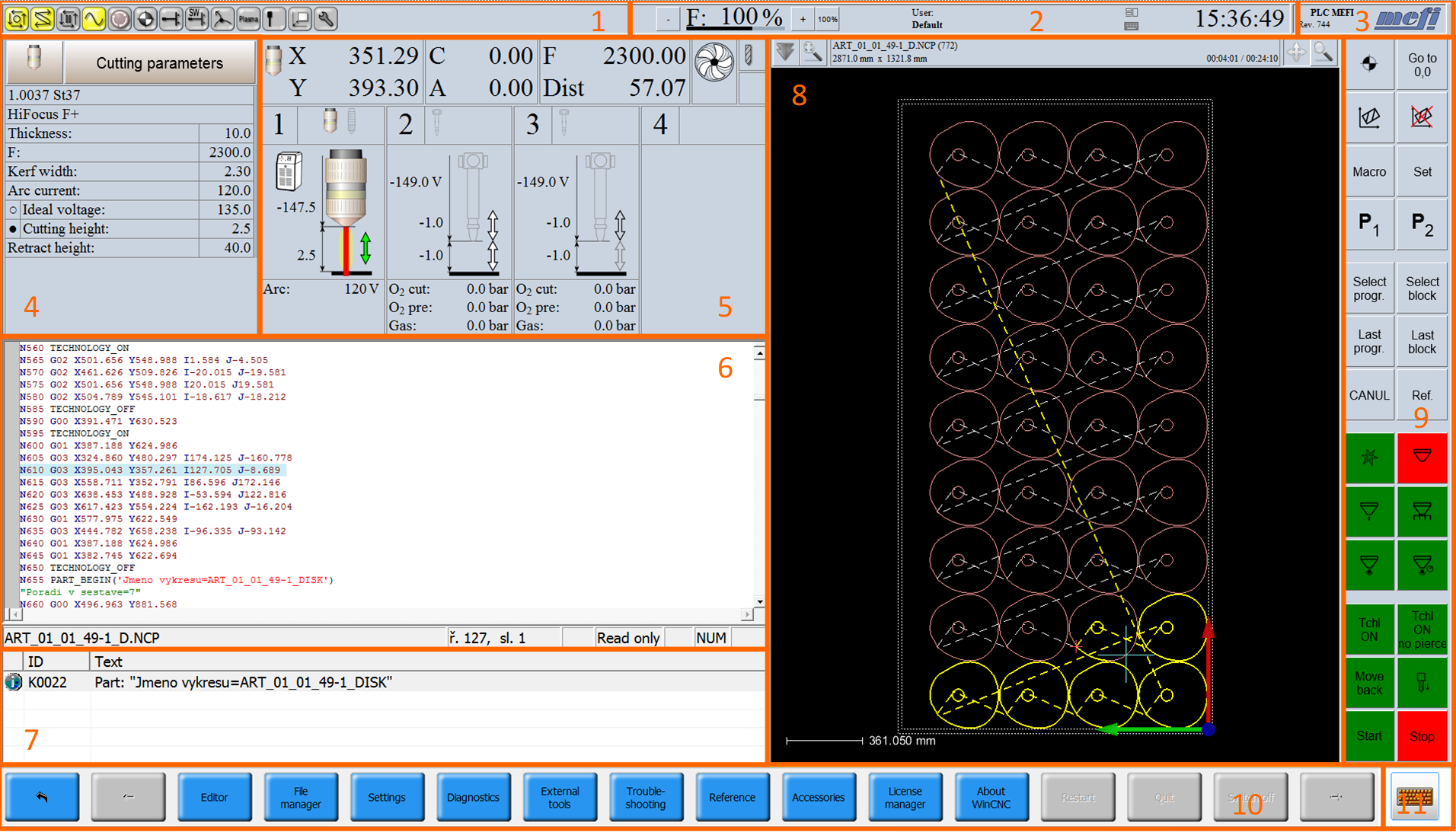
Hlavní obrazovka uživatelského rozhraní řídicího systému
- Indikace stavu stroje.
- Feed override, aktuální uživatel, aktuální čas.
- Informace o softwaru a jeho revizi.
- Parametry řezání – přístup k nastavení, souhrn nejdůležitějších parametrů pro aktuální technologii.
- Informace o poloze a rychlosti, stav jednotlivých nástrojů, stav odsávání a dalších zařízení. Po kliknutí na jednotlivé oblasti se zobrazí dialog s dalšími možnostmi.
- NC program či editovaný soubor.
- Okno trvalých hlášení.
- Grafický náhled NC programu, jméno prováděného programu, doba provádění, odhad celkové doby provádění.
- Tlačítka pro přístup k nejpoužívanějším funkcím.
- Softwarové menu.
- Tlačítko pro zobrazení softwarové klávesnice.
Lokalizace
Software je plně lokalizován do následujících jazyků (pro další jazyky je k dispozici částečná lokalizace, kdy jsou
překládány pouze nejdůležitější části softwaru):
- Čeština
- Angličtina
- Němčina
- Polština
- Ruština
Ustavení polotovaru
- Automatické ustavení (stroj musí být vybaven vhodným senzorem).
- Ruční ustavení (typicky s využitím laserového ukazovátka).
- Kruhový polotovar.
- Ustavení je možné uložit pro pozdější použití.
- Možnost připravit více polotovarů a pro každý z nich zvolit samostatný NC program, následující řezání může probíhat autonomně.
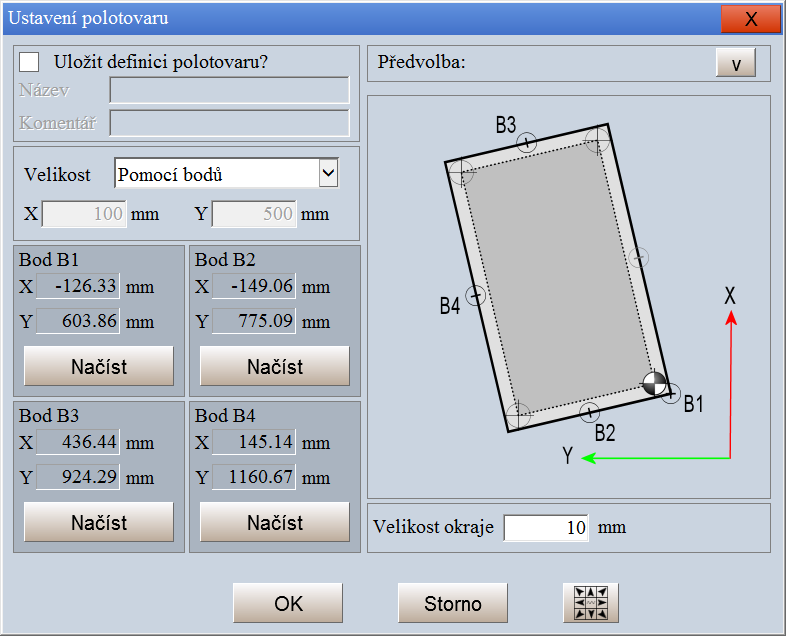 Dialog pro ruční ustavení polotovaru – uživatel zadá dva, případně čtyři, body (typicky pomocí laserového ukazovátka), čímž definuje umístění a natočen materiálu, případně jeho velikost.
Dialog pro ruční ustavení polotovaru – uživatel zadá dva, případně čtyři, body (typicky pomocí laserového ukazovátka), čímž definuje umístění a natočen materiálu, případně jeho velikost.
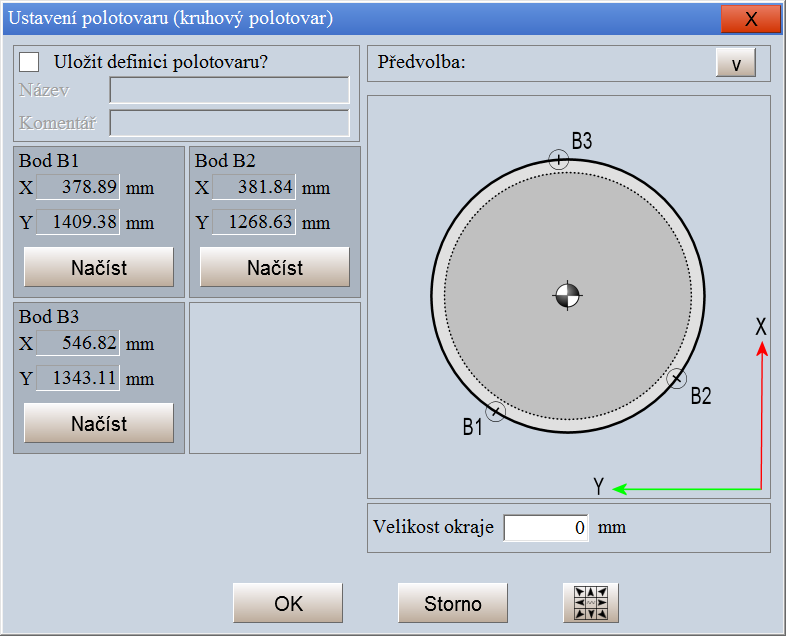 Dialog pro ruční ustavení kruhového polotovaru.
Dialog pro ruční ustavení kruhového polotovaru.
Databáze parametrů řezání
- Příprava databáze v Excelu.
- Možnost úpravy databáze na řídicím systému.
- Uživatel volí parametry z databáze na základě řezaného materiálu, jeho tloušťky a požadovaného procesu.
- Možnosti dočasné úpravy vybraných parametrů.
- Zjednodušené / úplné zobrazení parametrů.
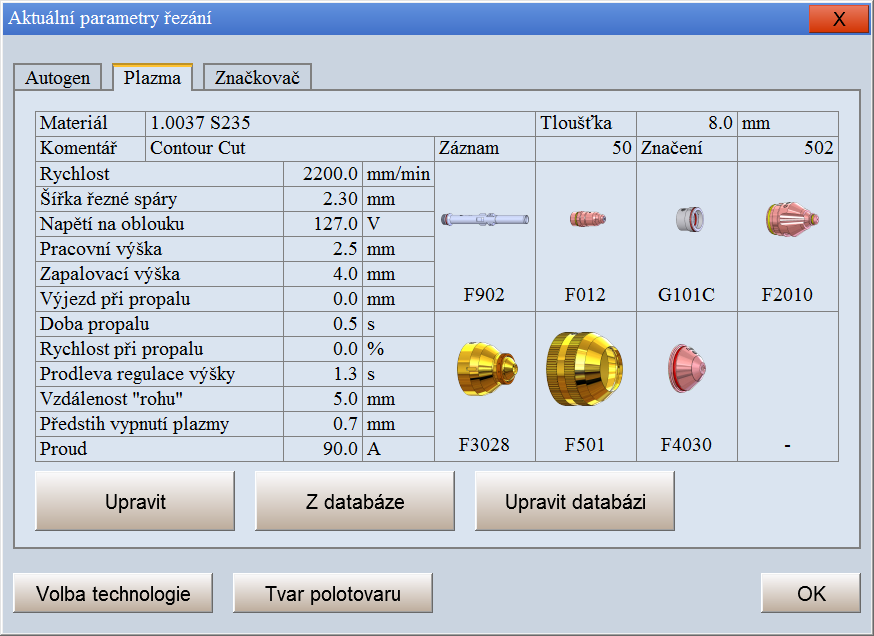 Dialog s přehledem aktuálních parametrů řezání.
Dialog s přehledem aktuálních parametrů řezání.
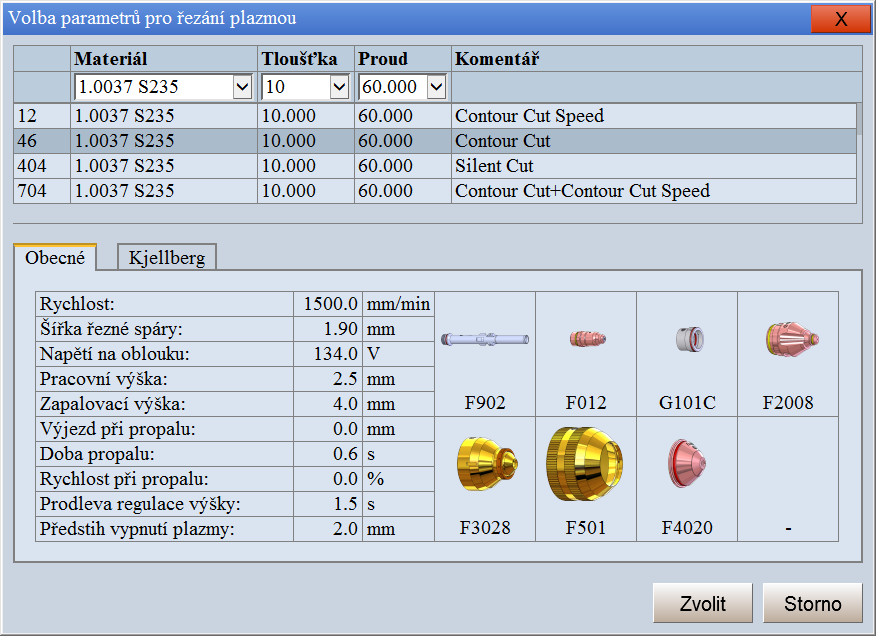 Dialog pro volbu parametrů řezání plazmou z databáze.
Dialog pro volbu parametrů řezání plazmou z databáze.
Dílenské programování
- Tvary: k dispozici je téměř sto základních tvarů, které je možné řezat přímo z prostředí řídicího systému bez nutnosti vytvářet NC kód. Stačí vybrat požadovaný tvar a zadat v dialogu jeho parametry.
- Předvolby: v případě potřeby je možné aktuální parametry tvaru uložit jako předvolbu. Kdykoliv později pak lze znovu vyřezat díl se stejnými parametry.
- Na vyžádání připravíme tvary na míru nebo poskytneme informace pro jejich přípravu.
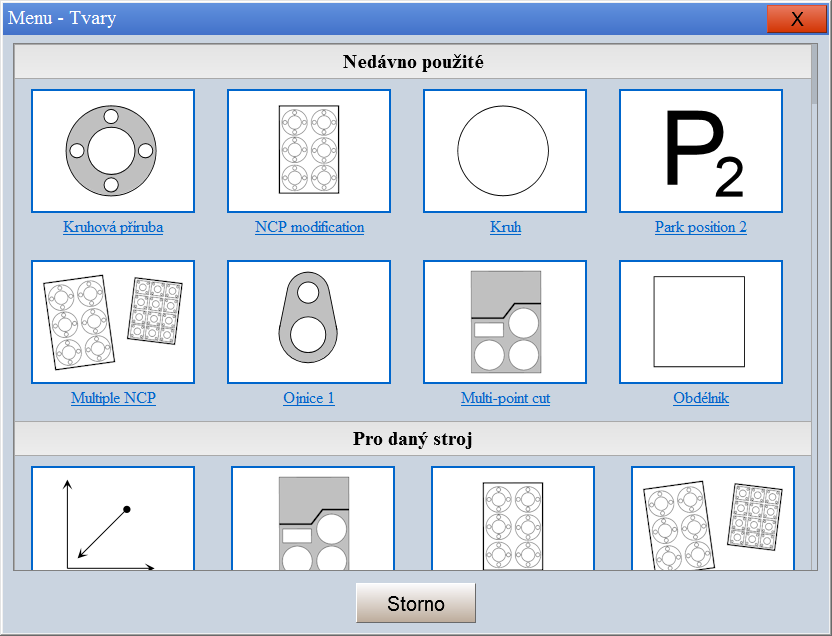 Dialog s výběrem tvarů
Dialog s výběrem tvarů
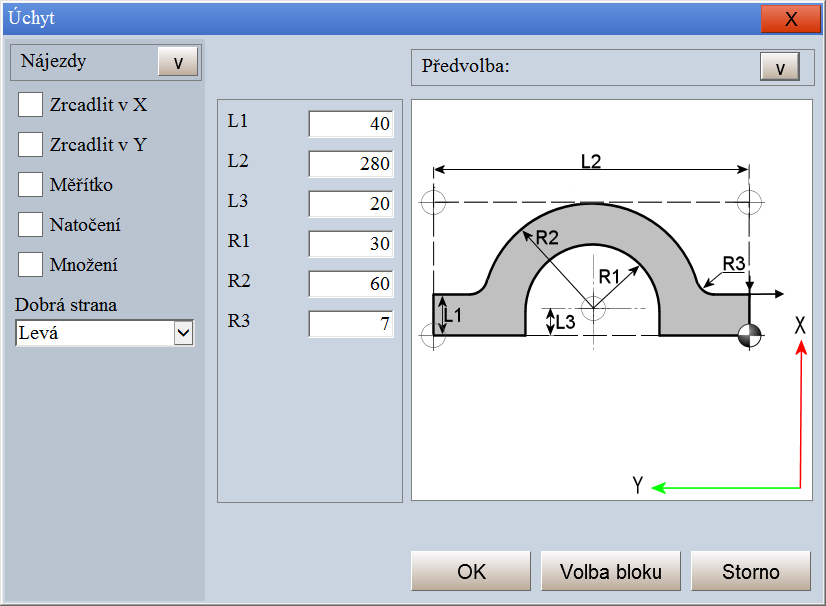 Příklad tvaru
Příklad tvaru
Společné funkce
- Korekce řezné spáry.
- Regulace výšky.
- Pokračovaní v rozpracovaném programu, návrat na trajektorii, pohyb po trajektorii vpřed / vzad.
- Rotační osa pro řezání trubek a profilů.
- Řezání více nástroji současně.
- Úkosové řezání.
- Řízení odsávaných sekcí stolu.
Funkce pro zvýšení efektivity
- Automatická detekce výšky materiálu s možností vynechání.
- Trojúhelníkové přejezdy – po dokončení jednoho řezu vyjede nástroj pouze do minimální výšky nad materiálem, zbytek výjezdu se provádí až v průběhu přejezdu nad materiálem. Sjíždět k materiálu se potom začíná ještě před dosažením bodu, kde má začít další řez.
Dodatečná zařízení
- Vrtačka
- Pneumatické popisovací zařízení
- Inkoustová tiskárna
- Řízení odsávací a filtrační jednotky
Podporované technologie
Autogen
- Určeno pro řízení technologického procesu termického řezání materiálu autogenním hořákem.
- Volba parametrů řezání z databáze s možností následné úpravy (databázi připravuje výrobce stroje). Parametry se volí na základě řezaného materiálu a jeho tloušťky.
- Možnost plně autonomního řezání bez nutnosti zásahů obsluhy (jen na strojích s vhodným vybavením – hořák, plynová konzola, řízení výšky, …).
- Přímé řízení manuální či automatické plynové konzoly.
- Možnost řezání více hořáky současně.
- Řízení výšky hořáku v průběhu řezání pomocí externí jednotky nebo integrované řízení výšky s využitím
kapacitního senzoru a servomotoru. - Pokročilé možnosti řízení tlaku plynů a výšky hořáku v průběhu předehřevu a propalu.
Plazma
- Určeno pro řízení technologického procesu termického řezání a značení materiálu plazmovým obloukem.
- Volba parametrů řezání z databáze s možností následné úpravy (databázi připravuje výrobce stroje, obvykle s využitím doporučených parametrů od výrobce plazmového zdroje). Parametry se volí na základě řezaného materiálu a jeho tloušťky.
- Podpora plazmových zdrojů všech významných výrobců jako je Kjellberg, Hypertherm, Thermal Dynamics,
Formica. Zahrnuje komunikaci s plazmovým zdrojem prostřednictvím sériové linky či EtherCATu (dle typu
plazmového zdroje). Parametry pro plazmový zdroj jsou zahrnuty do databáze parametrů řezání a značení
plazmou na řídicím systému. - Možnost připojení jiných plazmových zdrojů řízených pouze pomocí digitálních signálů.
- Možnost řezání více hořáky současně.
- Integrované řízení výšky hořáku na základě napětí na plazmovém oblouku umožňuje plnou kontrolu procesu. V případě menších nároků je možné využití externí jednotky pro řízení výšky.
- Pokročilé možnosti řízení v průběhu propalu umožňují řezání silných a obtížných materiálů.
- „Navrtávání“ plazmou – příprava pro pozdější ruční vrtání.
- Mikro můstky – pomocí dočasné změny parametrů řezání se dosáhne toho, že materiál nebude v daném místě zcela proříznut a výpalek je fixován na svém původním místě.
Vodní paprsek
- Určeno pro řízení technologického procesu řezání a značení vysokotlakým vodním paprskem s abrazivem či bez abraziva.
- Volba parametrů řezání z databáze s možností následné úpravy (databázi připravuje výrobce stroje –
přizpůsobení použité vysokotlaké pumpě a dalším komponentám stroje). Parametry se volí na základě řezaného materiálu a jeho tloušťky, rozlišuje se 5 kvalit řezu. - Možnost připojení prakticky libovolné vysokotlaké vodní pumpy.
- Možnost řezání více tryskami současně.
- Kompenzace podřezu a zpoždění vodního paprsku (pouze ve spojení s vhodnou 3D hlavou).
- Pokročilé způsoby průstřelu (kruhový, za jízdy, …).
Laser
- Určeno pro řízení technologického procesu řezání a značení laserem.
- Volba parametrů řezání z databáze s možností následné úpravy (databázi připravuje výrobce stroje – přizpůsobení použitému laseru, řezací hlavě a dalším komponentám stroje). Parametry se volí na základě řezaného materiálu, jeho tloušťky a použité trysky. Pro každou kombinaci může existovat více sad parametrů (např. několik kvalit řezu, několik druhů značení, odpařování ochranné fólie atd).
- Integrované řízení všech komponent potřebných při řezání a značení (laserový zdroj, laserová řezací hlava,
plynová konzola, …). - Řízení výkonu laseru pomocí analogového výstupu a PWM s možností dynamického přizpůsobení dle aktuální řezné rychlosti (např. při průjezdu „rohem“ se zmenší výkon laseru).
- Řízení tlaku pomocného plynu v průběhu průstřelu i řezání s možností dynamického přizpůsobení dle aktuální řezné rychlosti.
- Fly-cut – výrazné zvýšení rychlosti značení či řezání tenkých materiálů. Jednotlivé řezy se spojí tak, aby na sebe co nejlépe navazovaly a danou trajektorii bylo možné projet s co nejmenším bržděním. Za jízdy pak dochází k zapínání / vypínání laserového paprsku s velmi přesným časováním.
- Pokročilé možnosti průstřelu. V průběhu průstřelu je možné měnit (interpolovat) výkon laseru jak pomocí
analogového výstupu tak pomocí PWM, tlak pomocného plynu, polohu ohniska, výšky řezací hlavy nad
materiálem a dalších parametrů. - Řízení výměnných stolů několika různých konstrukcí.
| Dokument | Popis |
| Brožura s popisem řešení pro řezací stroje, česky. | |
| Brožura s popisem řešení pro řezací stroje, anglicky. |